生産効率と高精度を両立する画期的なシステム治具
段取り改善
加工時に、最も作業時間が必要となる位置決めを伴う前段取り。2μm以下の再現性を誇るホンマ マルチ チャックならベースを工作機械に装備するだけで、ワークの取り付け・位置決めなど、手間のかかる段取りが簡単に装着可能になります。
段取り時間を大幅カットすると共に、作業効率・生産性を上げ、時間コスト・作業コストの削減に貢献しています。
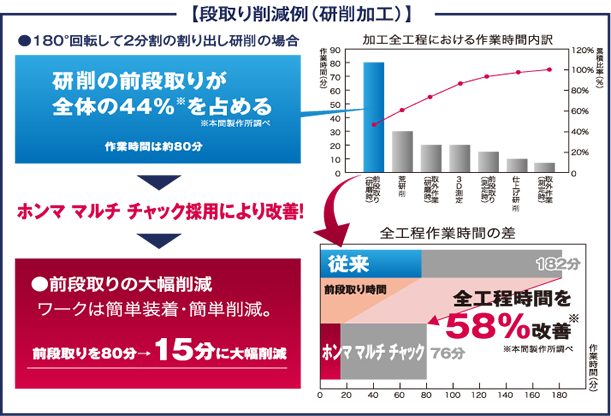
前段取り時間の大幅削減(研削加工)
前提条件
平面研削加工を行うRのついたワーク幅が砥石幅を上回る場合、ワークの研削加工部分を180度反転させ
2分割に分けて研削する必要がある。
※ワークR40mm/R幅80mm、研削機の砥石幅50mm
※加工工程は従来の場合とホンマ マルチ チェックを使用した場合とでは同じ
従来の場合
工程フロー
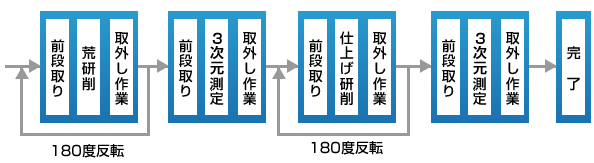
荒研削、仕上げ研削の2回180度反転で前段取り工程が必要
※従来の工程において前段取りに含まれる芯出し・位置出し作業に全体の加工時間の44%を割かれていた。
ホンマ マルチ チャックを使用した場合
工程フロー
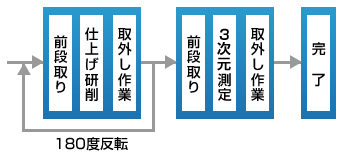
荒研削なしで、最初から仕上げ研削が可能。前段取りは従来に比べ1回のみ。
※ホンマ マルチ チャックをした場合、ワーク180度反転時の位置精度を大幅に改善することで、荒研磨の必要性がなくなり工程数を18工程→9工程に削減。
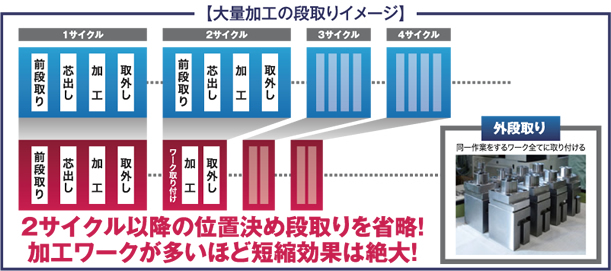
大量加工時もホルダーの段取り換えで段取り工程の削減が可能
同一加工を大量に行う場合でもホンマ マルチ チャックがあれば段取り工程を大幅に削減することが可能です。
あらかじめ工作機械にベースをセットし、各ワークにホルダーを取り付けて外段取りしておけば、ホルダーを取り換えるだけで位置決めの段取りは完了。
一つ一つのワークに対する位置決め段取りは、最初の1サイクルだけで、その後の2サイクル以降の芯出しを含めた位置決め段取りを省略できます。






![]()

![]()
株式会社 本間製作所
所在地:埼玉県熊谷市三ヶ尻5361番
TEL 048(532)6551(代表)
FAX 048(533)1608